
联系人:张经理
电话:18001513978
邮箱:zl@cfphp.com
网址:cfphp.com
地址:江苏省无锡市新吴区天山路6-515号

1. 一次装夹可切下大部分或全部工件,提高加工效率。2. 高速铣削可以将传统的多工序加工过程转化为高速切削过程,避免多工序加工造成的累积精度误差。3.具有自诊断、自修复功能,在整个工作状态下,可以随时对数控系统本身以及与之相连的各种设备进行自诊断、自检查。4. 对加工零件适应性强,柔性高,柔性好。无锡五轴加工中心加工复杂工件的工艺单一,节省了大量的时间成本和其他设备投资。5. 各种高速CNC车削中心配备自动工具改变机制可以实现铣、镗、钻、车削、钻孔、铰孔、攻丝和其他进程在同一台机器上同时,CQ9电子的专业高速CNC车削中心采用多轴和多面体切割,可以执行不同的切削方式的不同部分在同一时间。6自动参数设定和自动刀具管理系统,动态前馈和预测计算功能,自适应模糊控制功能等。

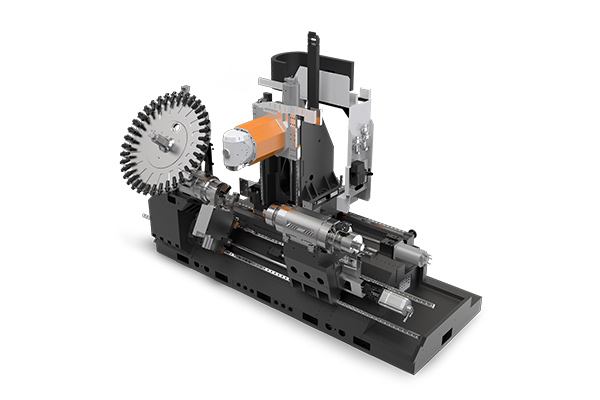
该机型是将卧式主轴摆动为一个旋转轴,加上一个旋转轴的工作台,实现专业高速CNC车削中心。这种设置方法简单灵活。如果需要主轴的垂直和水平转换,只需分度和定位即可将工作台简单配置为高速CNC车削中心,进行垂直和水平转换。主轴的纵横转换和工作台的分度实现了工件的五面体加工,降低了制造成本,非常实用。也可以在工作台上设置一个指标值为0.001度的数控轴,但不需要联动,就可以成为垂直和水平转换的四轴加工中心,可以适应不同的要求,价格具有竞争力。另一种是传统的工作台旋转轴,工作台A轴设置在床上的工作范围一般为+20度到-100度。在工作台的中间还有一个转盘B轴,可以双向360度旋转。

伺服电机和控制系统是机床能量源和精度控制的关键,对机床声温升的检测。如果声音或温升过大,应查明是否是轴承等机械问题或减速器的参数设置与之匹配,并采取相应的处理方法。伺服轴在静止时若出现异常声音,可能是由螺杆、联轴器和伺服电机形成的机械声音,可将伺服电机与专业高速CNC车削中心电机和联轴器分离,单独运行电机。如果电机还有声音,适当调整速度环增益和状态环增益,使电机静音。如果没有声音,就可以确定高速CNC车削中心的螺杆同心度和联轴器是正确的。链接,问题可以单独解决。

加工中心起初是由数控铣床发展而来的。1958年,美国首次开发了一个高速CNC车削中心。在数控卧式镗铣床的基础上增加了自动换刀装置,实现一次夹紧工件后铣、钻、镗、铰、攻丝等各种工序的集中加工。自20世纪70年代以来,专业高速CNC车削中心得到了迅速发展。一种可互换的主轴箱加工中心已经出现。配备了多个配有自动更换刀具的多轴主轴箱,可同时对工件进行多孔加工。
除了五轴加工中心和五面体加工中心的结构不同外,重要的区别是加工规模。专业高速CNC车削中心不仅应用于航空、航天、军工、精细装备、高精度医疗装备等行业,而且应用广泛。在民用行业,如木制模具制作、浴室装饰、汽车内饰加工、泡沫模具加工、欧式家居、实木椅等。高速CNC车削中心是一种高科技的机械加工设备,可以完成所有的空间曲面和异型加工。该五面体加工中心可加CQ9电子量工件。大多数情况下只能加工盒部件。但是,它具有水平加工中心的性能,这是五轴加工中心所不具备的。
在五轴加工中,采用平底立铣刀保持复杂模具加工表面的立面,可大大缩短加工时间。高速CNC车削中心的原理也适用于有角度表面的侧铣,消除了球端铣刀造成的肋状纹理,使模具表面质量更加理想,减少了对模具表面的清洁。手工铣削和手工工作的工作量。通过五轴加工技术,解决了复杂角度下工件重新定位需要多次调试和装夹的问题,不仅缩短了时间,而且大大减少了产生的误差。安装工件时所需的工装夹具也节省了大量的成本,机床还实现了对复杂零件的加工,如对复杂表面的钻孔、锥度加工、腔凹度加工等,这是传统方法无法做到的。专业高速CNC车削中心所用的刀具比较短,可以一次加工整个零件。在同一三轴加工中,不需要再次安装卡或使用所需的较长刀具,使用时间更短。完成内部模具的生产,零件表面质量也很好。




